
Carbon Prop Outlines – Brett Sanborn
Materials
Plastic peel ply (non perforated) or nylon bagging film
Double Stick Tape
Toray M60J fiber, 3k or 6k
3.1 oz glass cloth
Pro-Set 145-224 epoxy system
Partall mold release wax
Selection of Epoxy
Selection of the proper epoxy for carbon outlines and molds must be carefully considered. When I first started down the path of making carbon outlines I found out that Lutz Schramm used MGS L285 epoxy and waits a full two weeks for a single outline to cure at room temperature. Instead of waiting such a long time for each individual blade, I decided to find an epoxy that could be post-cured at an elevated temperature for faster results.
After doing some searching and reading of specification sheets, I found that Pro-Set epoxy system 145-224 would give the highest possible flexural modulus of other epoxies available when post cured to a temperature of 120˚ F. While the stiffness of the epoxy resin isn’t as important as the stiffness of the carbon fiber in the prop outline, higher is better. Since the 145-224 resin used for the outline must be cured at a temperature of 120˚ F for maximum stiffness, the epoxy used to make the mold must be able to withstand higher temperatures so that the mold will not deform during post-curing of the outline. The 145-224 resin is versatile in the fact that it can be post cured to a temperature of 180 ˚ F and give us the properties we need. The specification for 145-224 shows that when the epoxy is cured at 180 ˚ F the cured resin has a heat deflection temperature of 211 ˚ F, meaning that the cured part will not deform until it reaches this temperature, which is well above the temperature needed for curing the carbon outline. After the mold is made, the outline can be cured in about two days—usually 12 hours of room temperature cure and 8 hours curing at 120 ˚ F—which is much faster than the method used by Schramm.
Preparation of Prop Block
Before laying up the glass cloth on the prop block, it’s necessary to cover the prop block in plastic. To get the plastic uniformly to the prop block, I use double stick tape and carefully press a layer of peel ply or nylon bagging plastic and smooth it out so that there are no wrinkles or bubbles. The double stick tape must cover every inch of the prop block surface. I use several strips applied perpendicular to the longitudinal axis of the helix. The strips of tape are butted against each other so that the entire surface of the block is covered. The tape tends to shrink after heating the block and layup multiple times which creates small pits on the surface of the plastic. I replace the tape and plastic after every two post-cure cycles at 180˚ F to ensure a smooth surface is achieved. The prop block covered in plastic is shown in Figure 1.
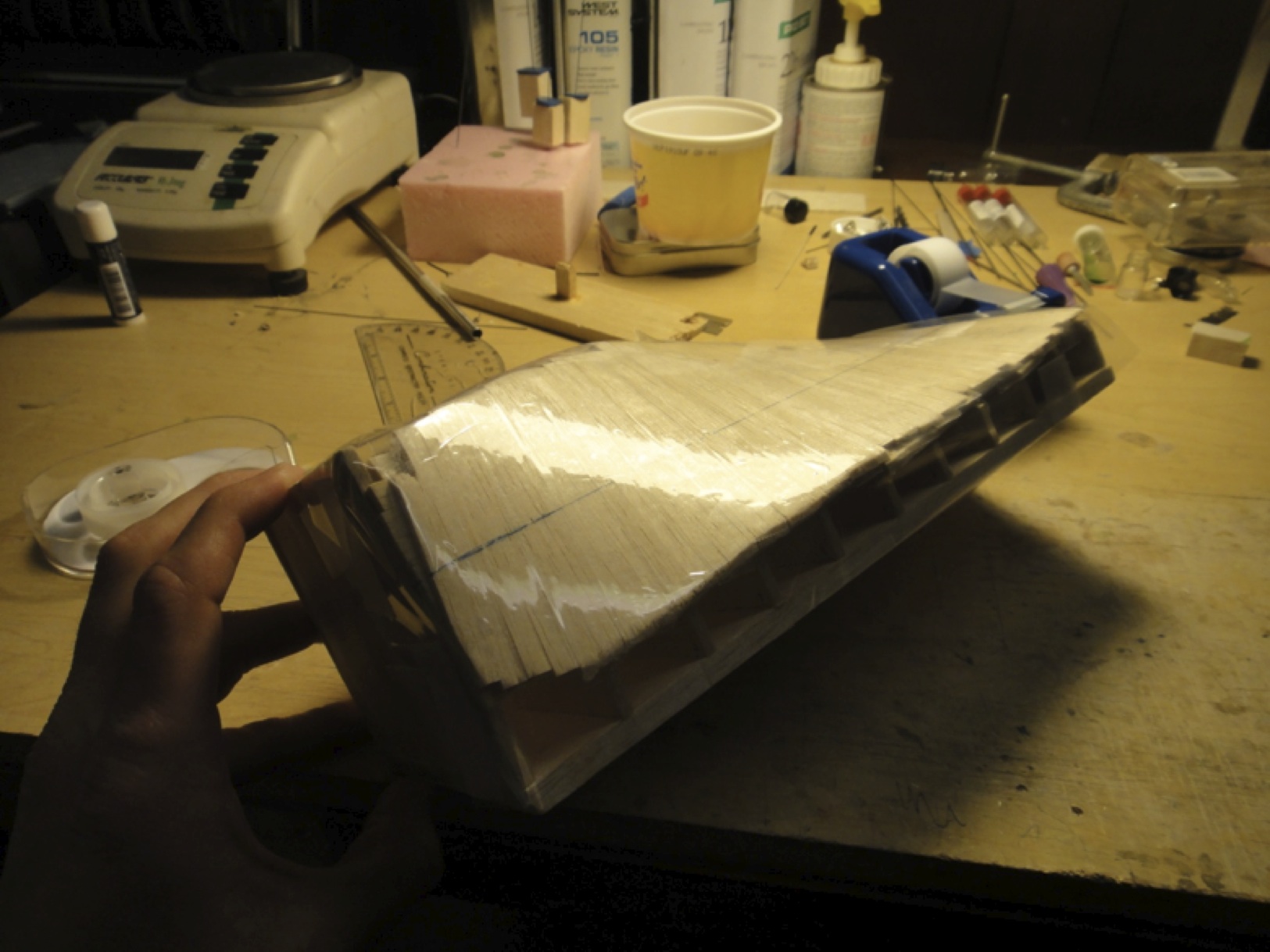
Figure 1 – Propeller block covered in plastic before applying glass
Layup of Mold Layers
I do the layup of the mold layers individually. Vacuum bagging really isn’t necessary for this step as the weight of the finished product is not critical. Plus avoiding the added hassle of making a vacuum bag and having to pump it down for several hours is an advantage. Achieving smooth upper and lower surfaces of the mold layer is possible through doing a simple hand layup.
First, cut out pieces of 3.1 oz glass cloth a little bigger than the final blade outline. I like to make the pieces for an F1D mold about 10 x 3.5 inches. Rotary cutting tools made for quilting work well for cutting glass cloth. I generally use 6 or 7 layers of 3.1 oz glass for the top and bottom mold pieces and 4 pieces for the middle layer. After laying out a piece of nylon bagging film on a table as a work surface as shown in Figure 2, lay the glass cloth pieces out and wet with epoxy as shown in Figure 3.
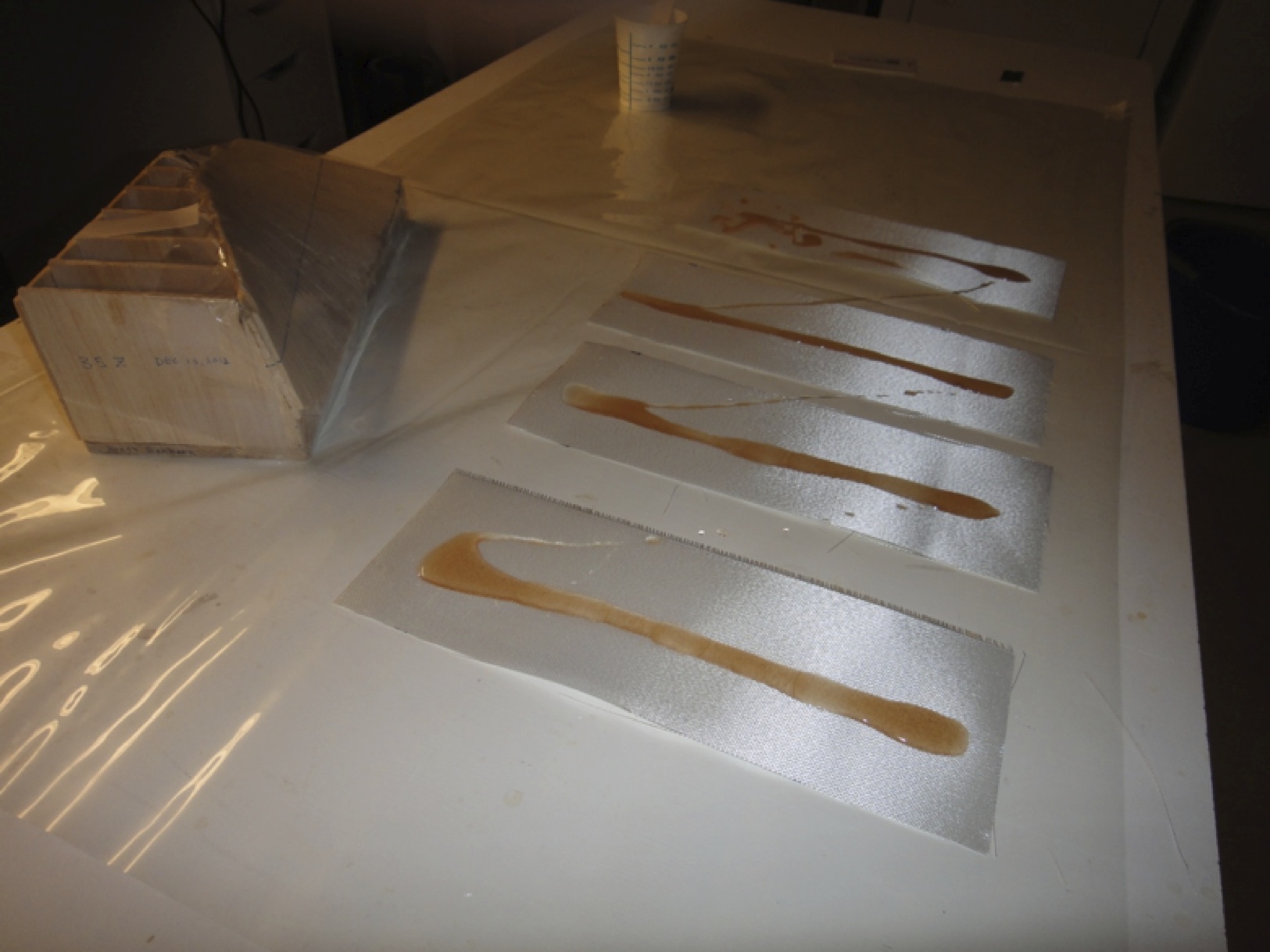
Figure 2 – Glass cloth layers on plastic wetted with epoxy

Figure 3 – Wet out layers
After the layers are individually wet, stack all layers and squeegee as much epoxy out as possible. Pick up the stack and place on the plastic covered prop block as shown in Figure 4. Smooth out the glass as much as possible. It may be possible to see any bubbles by holding the block up to a light. Massage the glass and push as many bubbles as possible to the side. Allow the epoxy to cure at room temperature for at least 2 hours and post cure at the required temperature for 8 hours. It may be necessary to build a small hot box to precisely control the temperature for an extended period of time; a household oven will probably not be useful at such low temperatures.

Figure 4 – Apply glass layers on prop block and smooth out as much as possible
Trimming and Sanding of Mold Layers
After curing a mold layer and before removing the cured layup from the block, I draw the propeller outline on the mold layer—it is easiest to do this before the mold layer is removed from the block. Because the three piece mold has a recessed middle layer where the carbon fiber is cured, the top and bottom mold layers must be larger than the finished prop outline. I increase the size of the top and bottom layers by 0.15 inches larger than the finished outline in each direction. First draw the centerline of the blade on the cured mold layer. Then, use double stick tape to attach the trimmed-out outline printed on paper to the surface of the mold layer and trace around the outline with a Sharpie. After this is completed, remove the cured mold layer from the block.
Trim out the outline from the cured epoxy-glass laminate using a Dremel tool with a diamond cutting wheel as shown in Figures 5 and 6.

Figure 5 – Cured glass layer with outline drawn on surface before trimming
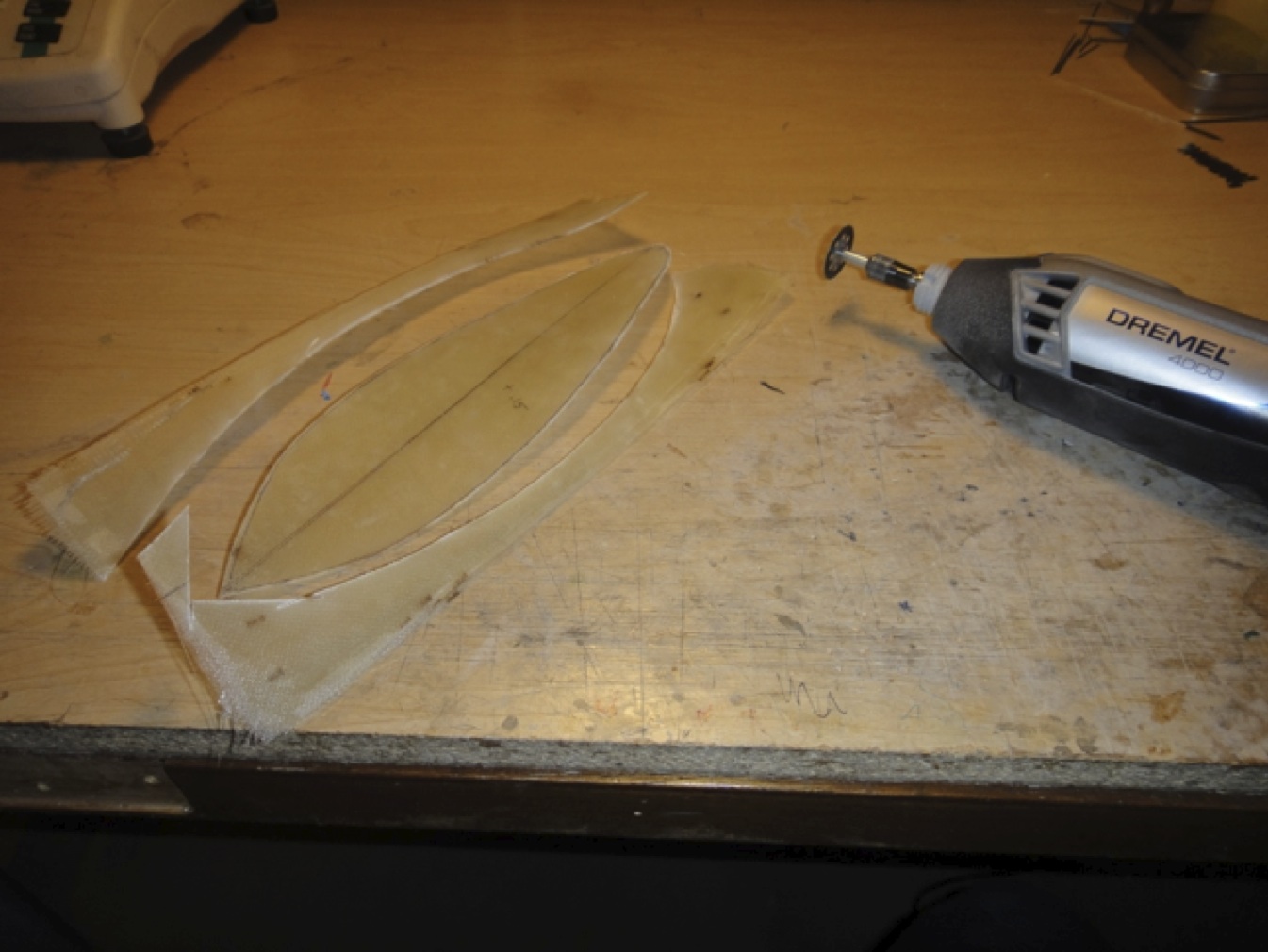
Figure 6 – Trimmed mold layer
When cutting with the Dremel do not get too close to the Sharpie line. Instead, leave about 1/8” around the perimeter. Sand mold layer up to the Sharpie line around the perimeter as shown in Figure 7. I have had luck using overturned orbital sander and changing the paper frequently, as shown in Figure 7. Sand smooth the upper surface of the lower mold and the lower surface of the upper mold smooth. I use the orbital sander for this step by twisting the mold along an edge of the sander as shown in Figure 8. I remove as much as necessary so that a perimeter of ½” around the form is smooth and uniform. Try to keep the edges of the mold as square as possible. Sanding glass can be quite dusty. Using a shop vacuum and wearing a respirator while cutting and sanding is a good idea.

Figure 7 – Sand the edge of the mold up to the Sharpie line
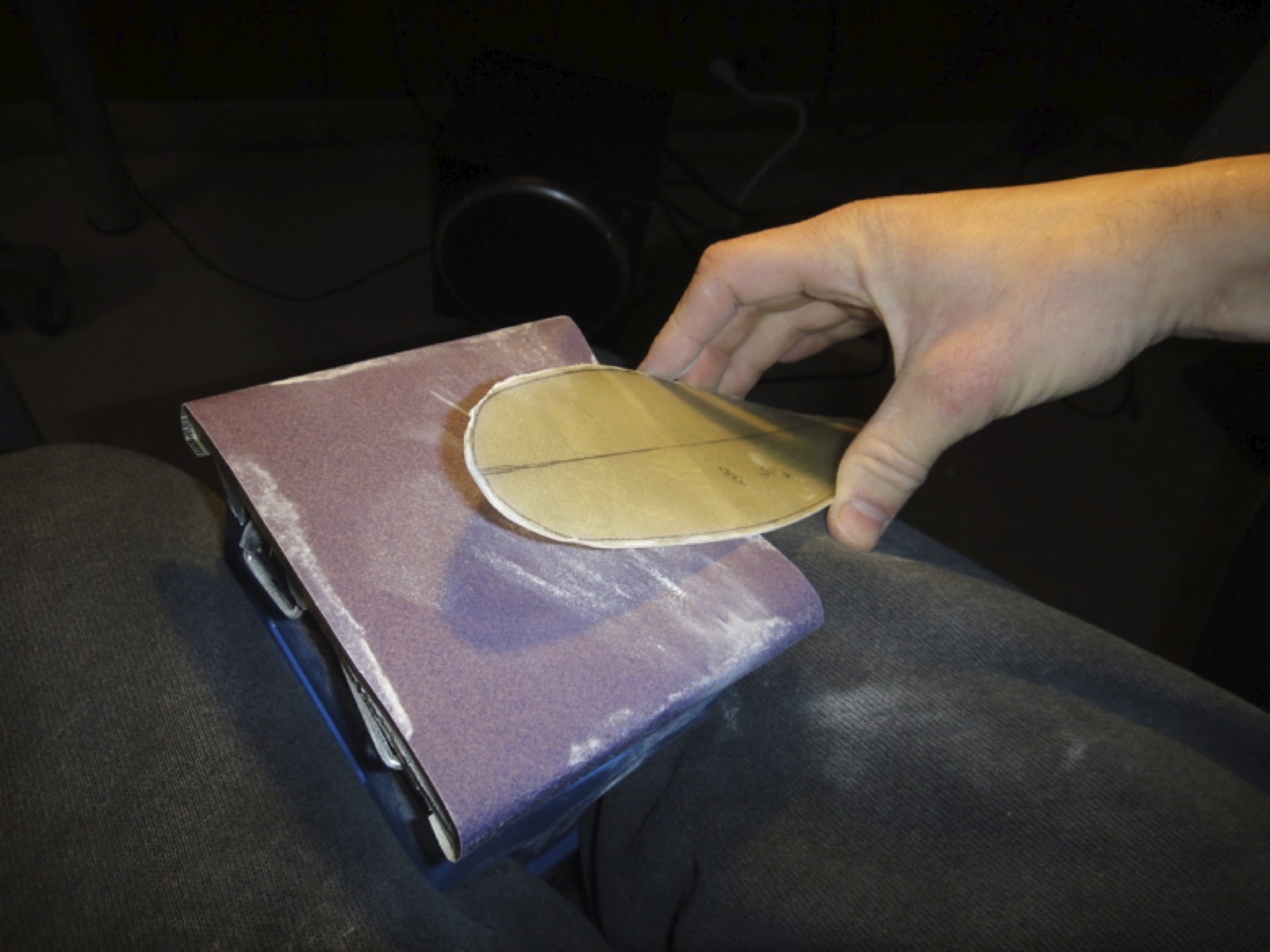
Figure 8 – Sand the thickness of the mold down and achieve a smooth surface
Sanding of the middle mold section must be done more carefully than the upper and lower mold surfaces. It’s ok to get the center section roughly sanded using the orbital sander, but doing so excessively may lead to thin spots. I generally sand the center section until about 50% of the desired thickness is reached, then finish the rest by hand and checking frequently using a micrometer. You can get away with sanding only the outer ½” around the border of the inner mold layer. Hold a small piece of 220 grit sand paper as shown in Figure 9. This helps make the thickness more uniform around the perimeter. I taper the center section from about .018” at the root to about .007” at the tip for an F1D prop.

Figure 9 – Sanding the middle mold layer
After all the layers are sanded to the desired thickness, attach the layers together using double stick tape as shown in Figure 10. It helps to hold the layers up to a light to see if all the centerlines line up.

Figure 10 – Three layers double stick taped together. Note the recessed middle layer
Now drill about 20-30 holes around the perimeter spaced about 3/8-3/4” apart as shown in Figures 11-13. The diameter of the holes should be chosen base on the type of fastener used to hold the layers together. I used 6-32 screws with wing nuts as fasteners, so 0.138 holes were drilled in the outline. It’s important to drill the holes leaving about 1/16-3/32” of distance from the edge of the hole to the edge of the center mold layer. Sometimes holding the three layer stack up to a light can help you see the edge before choosing where to place the hole. Drilling all holes in this final step through all three layers at once will ensure proper hole alignment when bolting the form together. It may be necessary to bevel the edges of the upper and lower mold pieces as shown in Figure 14 so that the carbon can reach the center mold section.

Figure 11 – Drill holes for fasteners

Figure 12 – Holes are drilled through all layers at once

Figure 13 – Separated layers of the mold

Figure 14 – Bevel top and bottom of the mold layers
Carbon Fiber
There are many varieties of carbon fiber available on the market that are suitable for different applications. The main properties that need to be examined when choosing a fiber for a particular application are the ultimate strength, modulus (or stiffness), and failure strain. The Boeing 787 is made up of over 50% composite materials. Because the designers of the 787 needed to make a structure that is very strong at a reduced weight, they selected carbon fiber that has a high ultimate strength, but low stiffness—just watch any video of the 787 take off; the wings flex upward to large deflections under aerodynamic loads. The type of fiber used for primarily load-bearing structures in the 787 is the strongest available on the market, Toray T-1000, so-named because the fiber has an ultimate strength of about 1000 ksi, or 100,000 psi. Though the strength of T-1000 fiber is quite high, the stiffness is relatively low; hence, we see large deflections when the 787 takes off.
The carbon selection for indoor carbon propeller blades is on the opposite end of the spectrum. The loads on the propeller blades are much lower than the loads on the wings of the 787. If we wanted to have a strong (but not necessarily stiff) propeller, we could use T-1000 fiber but the weight of the blade would increase to a point where the overall F1D would weigh too much. Since the loads on the propeller are lower and all we care about is stiffness and weight, we want to select a fiber that has the highest possible stiffness so that we can reduce the weight as much as possible. I found that Toray M60J fiber was the stiffest fiber available to the modeling community. The Toray M60J fiber can be found at www.r-g.de.
There are stiffer fibers on the market. Carbon fiber comes from two processes. Fibers can be derived from Polyacrylonitrile (PAN) or from mesophase pitch. For this discussion, the important thing to note is that PAN fibers tend to have high tensile strength whereas pitch-based fibers have high stiffness. T-1000 and M60J are both PAN fibers, though M60J is on the high end of all PAN fibers as far as stiffness is concerned. M60J fiber is about twice as stiff as T-1000, while T-1000 is twice as strong. To give a rough comparison to other fiber types that might be used for carbon props, M60J fiber about 34% stiffer than Toray M46 fiber, 56% stiffer than Toray M40 Fiber, and 156% stiffer than Toray T300, which is typically found in most carbon fabrics. Pitch fibers can go be as much a 50% stiffer than the M60J fiber, however pitch fibers are notoriously brittle; as the stiffness of pitch fibers increases, the failure strain, or elongation to breaking decreases dramatically. T-1000 fiber has a failure strain of 2.2%, compared to M60J fiber which has a failure strain of 0.7%. Many types of ultrahigh modulus pitch based fibers have failure strains as low as 0.2%. Handling of fiber this brittle would be difficult; subsequent sanding to make an outline useable may result in fractures. Trying to fly a prop made of ultrahigh modulus pitch based fiber could be catastrophic if the plane were to midair, bump the rafters, or get hung up. Another downside of pitch based fibers is that as the stiffness increases, the density increases. The highest stiffness carbon fiber is about 10% more dense than M60J fiber, so even if we were able to acquire ultrahigh modulus pitch based fibers, a propeller outline would need to be even more delicate to attain the same weight as an outline made from M60J or similar fiber. For these reasons, M60J fiber offers the best tradeoffs in terms of stiffness, ultimate strength, and failure strain.
Layup of Carbon Fiber
Layup of the carbon fiber for the prop outline is simple. Before bolting all the mold layers together as shown in Figure 15, coat the edge of the middle mold layer and adjacent surfaces of the upper and lower mold layers with Partall Teflon mold release wax. This will help prevent the carbon from sticking to the upper and lower mold surfaces and will make the carbon come off the middle mold layer easier. Mix the epoxy and wet out the carbon fiber according to the epoxy instructions. Sometimes it may help to remove some of the excess epoxy from the carbon with a paper towel. This is one parameter that can be varied for different results. After the carbon is wet with epoxy, hold the fiber at one end on the mold and draw the carbon around the outline into the groove around the mold. The ends of the carbon are overlapped near the root of the hub to make one continuous piece of carbon once the epoxy has cured. The extra thickness at the root is removed in later sanding steps. Cure the epoxy for the required temperature and time.
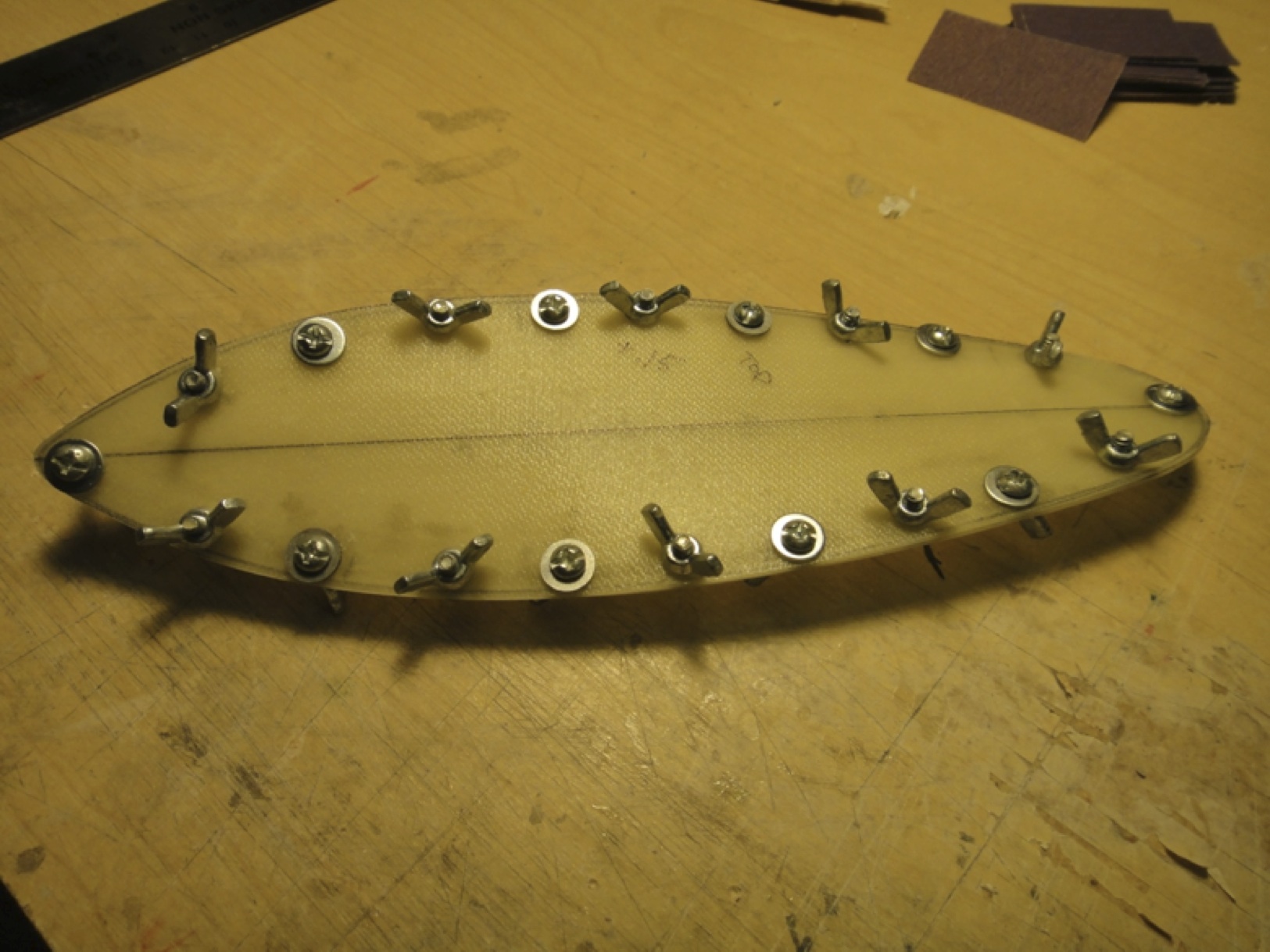
Figure 15 – Bolt all layers of the mold together
After curing the epoxy, separate the mold layers. The cured carbon should be stuck to the middle mold layer. Next go around the outline with a thin razorblade (such as a Candidius) and separate the carbon from the mold. Do not remove the carbon from the mold completely. Instead, tape the carbon back down to the outline using small pieces of masking tape as shown in Figure 16. The outline will not be tapered perfectly from 0.018 to 0.007” at the tip. The taper will be fairly close, but final sanding is required. Sand the carbon in both directions around the entire outline to dimensions given in Figure 17. The dimensions shown in Figure 17 are in thousandths of an inch, i.e. “15 x 15” is 0.015 x 0.015. This taper has worked in the past but the propellers might have been a bit floppy. Increasing the dimensions shown in Figure 17 may be required for stiffer blades.

Figure 16 – Cured carbon taped to middle mold section
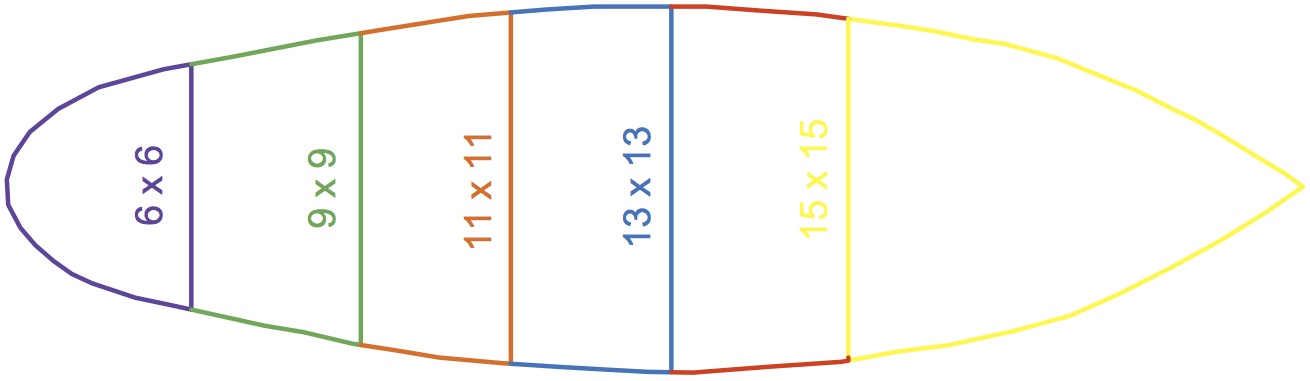
Figure 17 – Suggested taper.
Note the 6 x 6 section tapers to 9 x 9 up to the green vertical line and so on for the other sections. The 13 x 13 section tapers beginning at the blue vertical line along the red lines. The 15 x 15 section is a constant cross section over the entire yellow area.
The fully sanded outline is shown in Figure 18. The outline with ribs and propeller spar are shown in Figure 19 and the fully covered outline is shown in Figure 20. The outlines that I flew in the season of the 2012 world championships weighed about 60-62 mg, but heavier outlines may be needed to increase stiffness. The balsa prop spar is made from 8# wood and tapers from about .080 to .030 over about 2.5-3” and weigh between 15-20 mg. The balsa ribs have boron laminated on the surface and are made from 4# C grain of dimensions .013 x .040. Four ribs typically weigh about .013. All attachment between balsa and carbon is done with CA glue. The total weight of a blade is [0.062 g (outline) +0.013 g (ribs) +0.015 g (spar) +0.01 g (film) = 0.1 g]. Depending on the weight of the outline and VP hub the finished prop weighs 0.285 – 0.3 g. Lutz Schramm purportedly uses an outline that weighs more than 70 mg, but with less composite materials in the hub Lutz’s overall props weigh about 0.27 g.
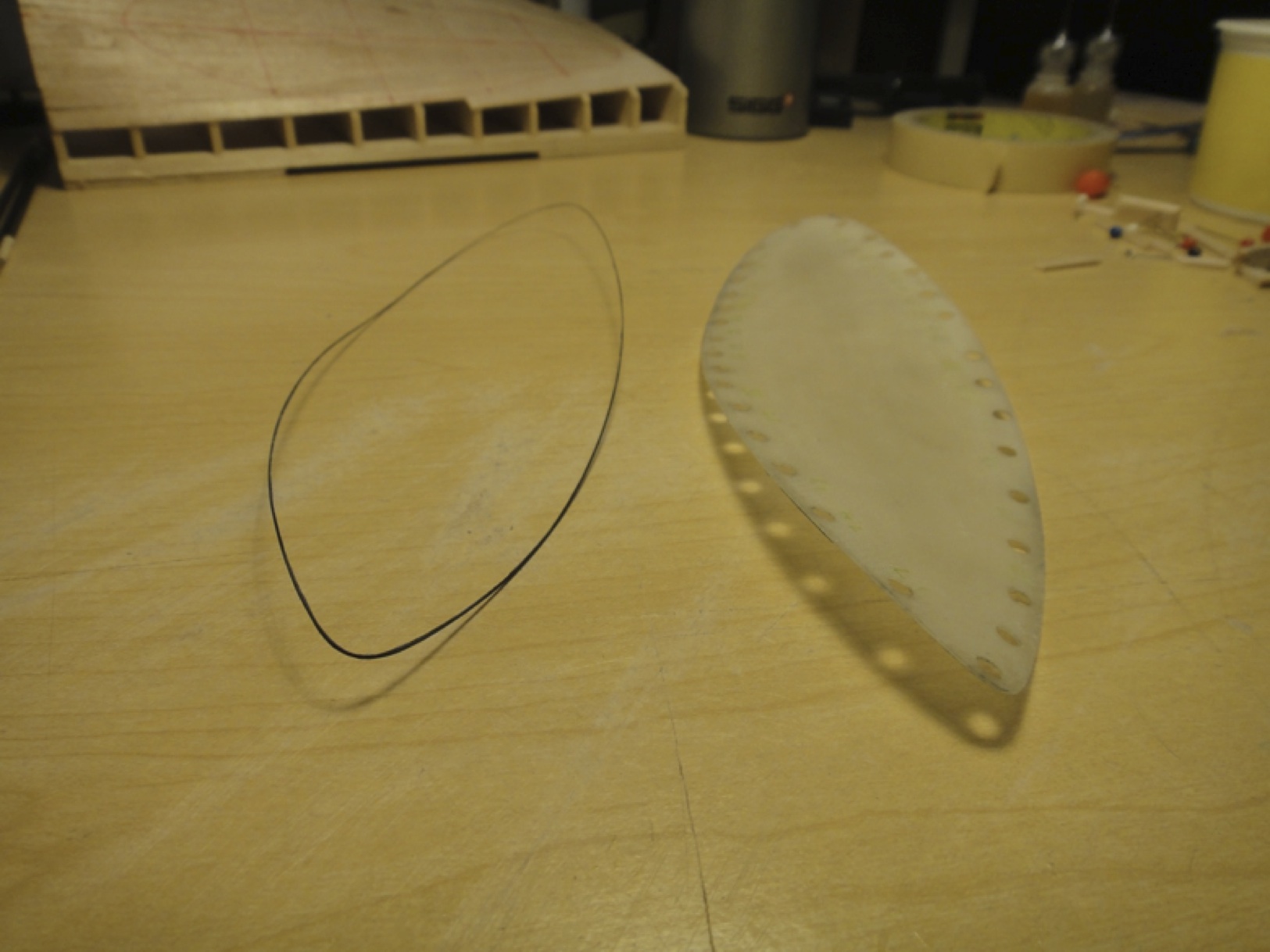
Figure 18 – Sanded outline and middle mold layer
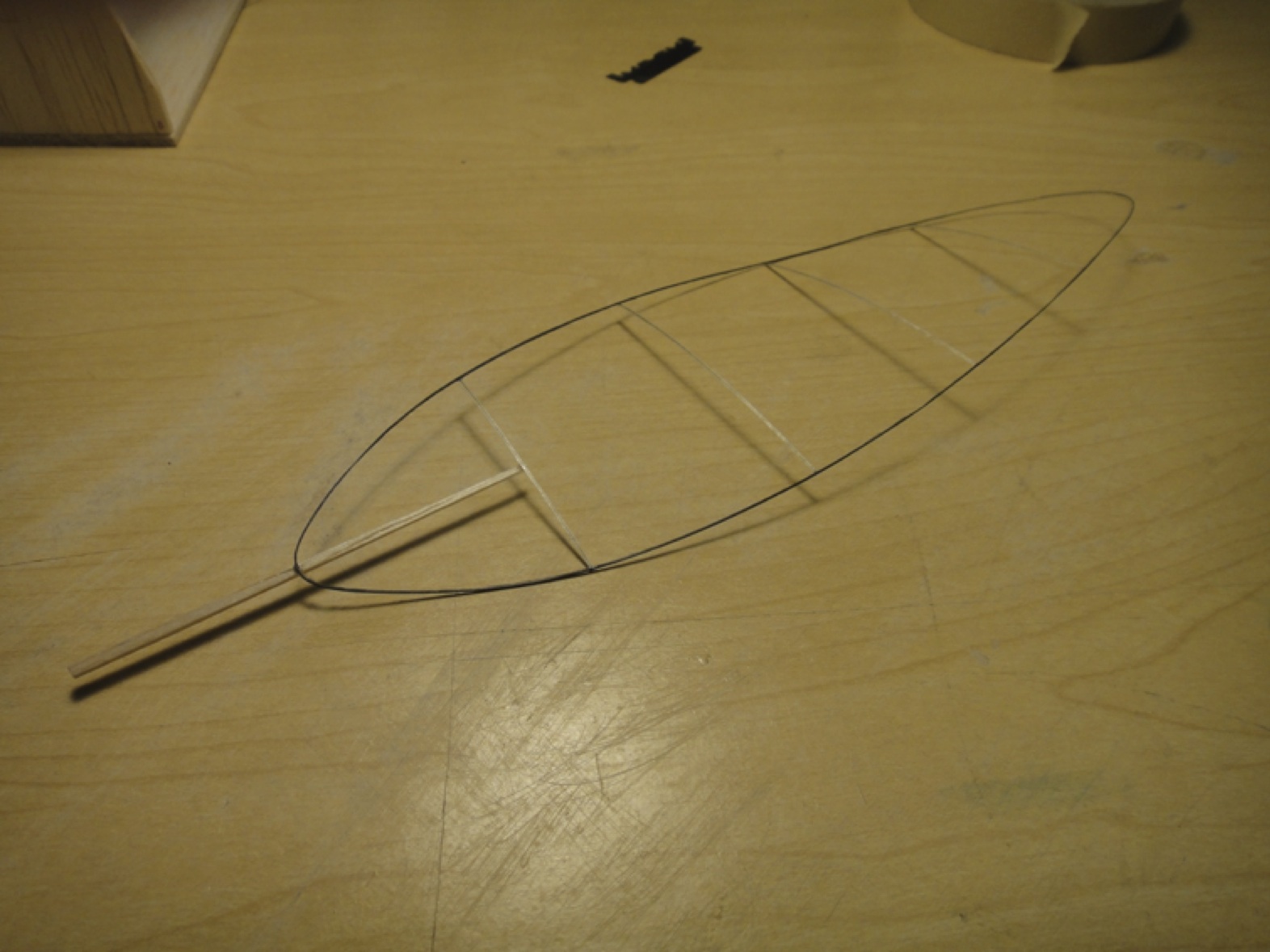
Figure 19 – Blade prior to covering. Note the finished spar is shorter than the one shown

Figure 20 – Finished prop blade

